新河县河畔水利机械厂
 第3年
第3年

 第3年
第3年 
第3年








钢闸门防腐要求: 水工钢闸门喷涂锌、涂漆的一般工艺流程是:喷砂除锈→质量检查→喷涂锌→质量检查→涂料封闭→质量检查 1.不锈钢及非金属材料不涂防腐涂料。 2.传动部位接触面涂防锈油脂保护。 3.碳钢部件(传动部件除外)均进行喷砂除锈质量达sa21/2级标准。水上部件涂环氧铁红防锈漆,外罩面漆。 4.涂层均匀、光亮完整,没有粗糙不平,漏漆等现象。漆膜牢固,无剥落、裂纹等缺陷。
铸铁镶铜方闸门主要性能指标: a)闸门密封面配合间隙≤0.1㎜,密封座厚度大于10㎜。 b)密封面每米长度渗水量:正向≤0.7L/min ·m 反向≤1.25L/min ·m c)公称压力≤0.1Mpa;密封试验压力0.1Mpa。 d)工作环境:温度-20℃~120℃ 湿度:95% 工作介质:水与污水PH值:5~10 e)安装位置:正常状态下正向迎水、处于铅垂状态。 f)大工作水头:单向受压:正向:10m 反向:5m 双向受压:均为10m g)启闭速度:不小于0.2m/min,不大于1.5m/min。 h)闸框距边壁距离≥300㎜,距池底距离≥150㎜~250㎜。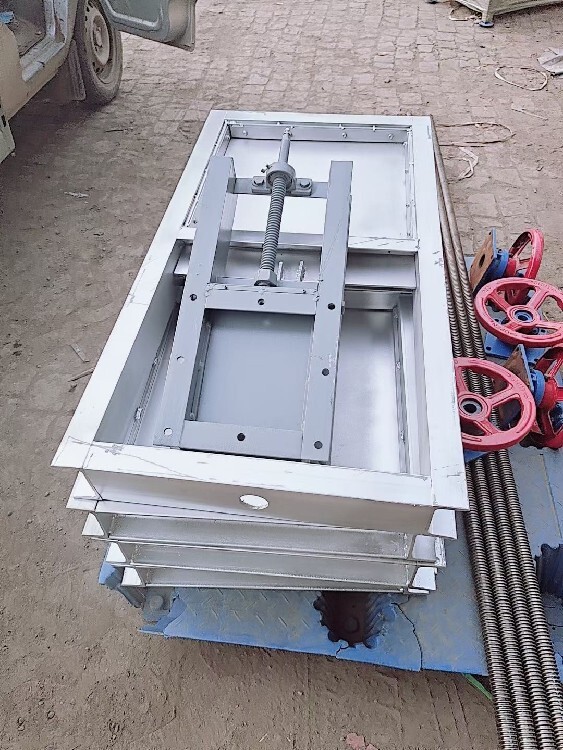
铸铁闸门一般由门叶和门框两部分组成门体和门框的材料 为铸铁一般整体铸造、整体加工。门体一般采用面板与加强肋的结构 面板可做平面或拱形 。门体一般整体铸造和机加工但尺寸较大的可 采用分块组成式。门体上一般采用整体式金属止水兼作支承滑块金属止水用同材料制作的沉头螺钉紧固在门体上螺钉头部与止水工作 面一起精加工。门框为铸铁闸门与基础之间的接构件相当于平面钢闸门的埋高部分。门框包括下 部门框和上部导轨两部分。下部门框一般整体铸造加工导轨可用螺 栓螺钉与门框相接或与下部门框整体铸造在门体 开 启 到 高 位置时导轨的应门体的水平中心线 。